
Quy trình chế tác sứ xương chưa bao giờ đơn giản. Mỗi công đoạn đều đòi hỏi sự tâm huyết, tỉ mỉ và tay nghề cao của các nghệ nhân để đảm bảo chất lượng tốt nhất cho sản phẩm.
Trộn nguyên liệu (Mixing)
Quy trình chế tác sứ xương được bắt đầu bằng khâu trộn nguyên liệu. Hỗn hợp nguyên liệu này chủ yếu được cấu thành bởi: tro xương, fenspat, thạch anh, cao lanh, và đất sét bóng. Trong số đó, tro xương thường chiếm khoảng 30%- 40% hỗn hợp, là thành phần quan trọng giúp tăng độ trắng và độ mờ của của sứ xương .
Tạo hình (Forming)
Các phương pháp tạo hình sẽ được áp dụng linh hoạt tùy theo hình dáng của sản phẩm. Hình tròn thông thường như bát và đĩa thường được tạo hình bởi jiggers (một loại máy chuyên dụng để tạo và cố định form cho các sản phẩm có dạng tròn), các sản phẩm có tạo hình phức tạp hơn như bình hoặc hình dạng giống con thuyền được đúc trong khuôn thạch cao.

Các sản phẩm có hình bầu dục, hình vuông và hình chữ nhật phải được đúc bằng các khuôn thạch cao có 2 phần có thể tách dời theo ý muốn để ổn định hình dạng.
Sản phẩm đã được định hình nhưng chưa qua xử lý nhiệt được gọi bằng thuật ngữ chuyên môn là greenware. Sau khi được tạo hình, các sản phẩm sẽ được để cho khô, lúc này các nghệ nhân thường dùng nước bọt để nhẹ nhàng loại bỏ vết trầy xước và vết sẹo khỏi bề mặt của sản phẩm
Nung lần đầu ( First firing )
Khác với sản xuất pocerlain hoặc các loại sứ thông thường khác, sứ xương được nung lửa đầu ở nhiệt độ khoảng 1.200 đến 1.300 độ C trong môi trường oxy hóa. Quá trình này sẽ “pha lê hóa” các greenware và làm cho chúng bền, trắng, và có độ mờ.
Tuy nhiên, để đạt được kết quả tốt nhất, giai đoạn này phải được kiểm soát chặt chẽ. Khoảng 20% sự hao hụt (sự co, ngót nguyên liệu) thường xảy ra ở giai đoạn này, là một trong những nguyên nhân chính gây biến dạng và nứt. Để khắc phục điều này, hầu hết các greenware được đặt trên những tấm chịu lửa (hay còn gọi là cranks).
Những tấm chịu lửa này ổn định độ co, dãn của sản phẩm bằng cách cố định 2 mặt trên dưới. Nhưng đôi khi nó lại không có hiệu quả đối vối những sản phẩm có hình dạng bất phẳng và phức tạp (bình, nồi..v..v). Lúc này, người ta thường sử dụng các sạp nung được thiết kế đặc biệt bằng đất sét, có khả năng chịu lửa (thường được gọi là saggar hoặc sagger),
Sản phẩm sau khi nung lần đầu được gọi là biscuit.
Tráng men (Glazing)
Lớp men của sứ xương được cấu tạo bởi hỗn hợp của frit (thủy tinh) và cao lanh. Bởi sản phẩm sau khi được nung lần đầu không thấm nước, nên cần phủ men bằng cách phun.
Nung lần hai (Glost)
Sản phẩm sau khi được tráng men được đặt trong các sạp nung bằng đất sét (saggar) để tránh tiếp xúc trực tiếp với ngọn lửa. Các sạp nung này sẽ được xếp chồng lên nhau. Khi nhiệt độ tăng lên khoảng 1.000 đến 1.200 độ trong môi trường oxy hóa, lúc này men sẽ tan chảy và phủ đều lên các bề mặt sản phẩm.
Sản phẩm khi đã trải qua giai đoạn nung thứ hai được gọi là glostware. Tất cả các glostware ra khỏi lò đều được kiểm tra nghiêm ngặt, và chỉ một số ít có thể được đưa vào giai đoạn trang trí.
Trang trí (Decorating)
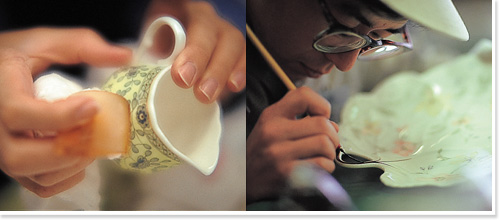
Các phương pháp trang trí tiêu chuẩn của sứ xương bao gồm phun, mạ vàng và vẽ tay. Sau khi trang trí, các sản phẩm sứ xương được nung ở 700- 800 centigrade một lần nữa để làm cho bột màu chảy vào lớp phủ men. Trong số các phương pháp trang trí nêu trên, vẽ tay là phương pháp khó nhất, mà thường chỉ những nghệ nhân hàng đầu mới dám đảm đương. Ngoài ra, mạ vàng hoặc bạch kim cũng là những kỹ thuật được làm bằng tay, tuy nhiên nó không phức tạp và cầu kỳ bằng vẽ tay. Những nghệ nhân lành nghề hoặc có tay nghề khá đều có thể làm khi cần.